PHOTO YODOBASHI
ヨドバシカメラ公式オンライン写真マガジン
2群5枚目 レンズの要を忘れるべからず
ガラス作りとコーティング
    |
全員)うわ〜! |
ガラスの塊やミニチュア模型とかある! |
|
 |
あら、もしかして光ガラスの中山さんじゃないですか? |
あー、馬橋さん!どーもどーも。今朝から東京出張だったので、ちょっと覗いてたんですよ。 |
 |
これは、これは。光学ガラスの専門家がおられるではないですか。飛んで火にいる何とやら、ですね(笑)。 |
 |
|
トンデヒニイル、トンデヒニイル。 |
中山さん、もしお時間がありましたら、光学ガラスのお話をしていただけませんか? |
 |
いきなり無茶振りですね。ガラスのことならいくらでも話せますよ。一日、いや二日ぐらいは軽く。 |
|
あの、ざっくりとでいいんですけどね。展示物を見ながら、光学ガラスの製造方法の「昔と今」あたりを、ひとつお願いできればと。 |
|
|
みなさーん、こちらは秋田県湯沢市にある「光ガラス株式会社」の中山さんです。光ガラスさんは、主に写真用レンズ、双眼鏡、半導体製造装置(ステッパー)などに用いられる光学ガラス製品の製造を手掛けておられます。そこで中山さんは、10年以上の硝種開発の経験を活かし現在は営業を担当されているんですよね。 |
光学ガラスのオーソリティー。光ガラスの中山さん。
中山です。よろしくお願いします。 |
|
|
全員)よろしくお願いします!! |
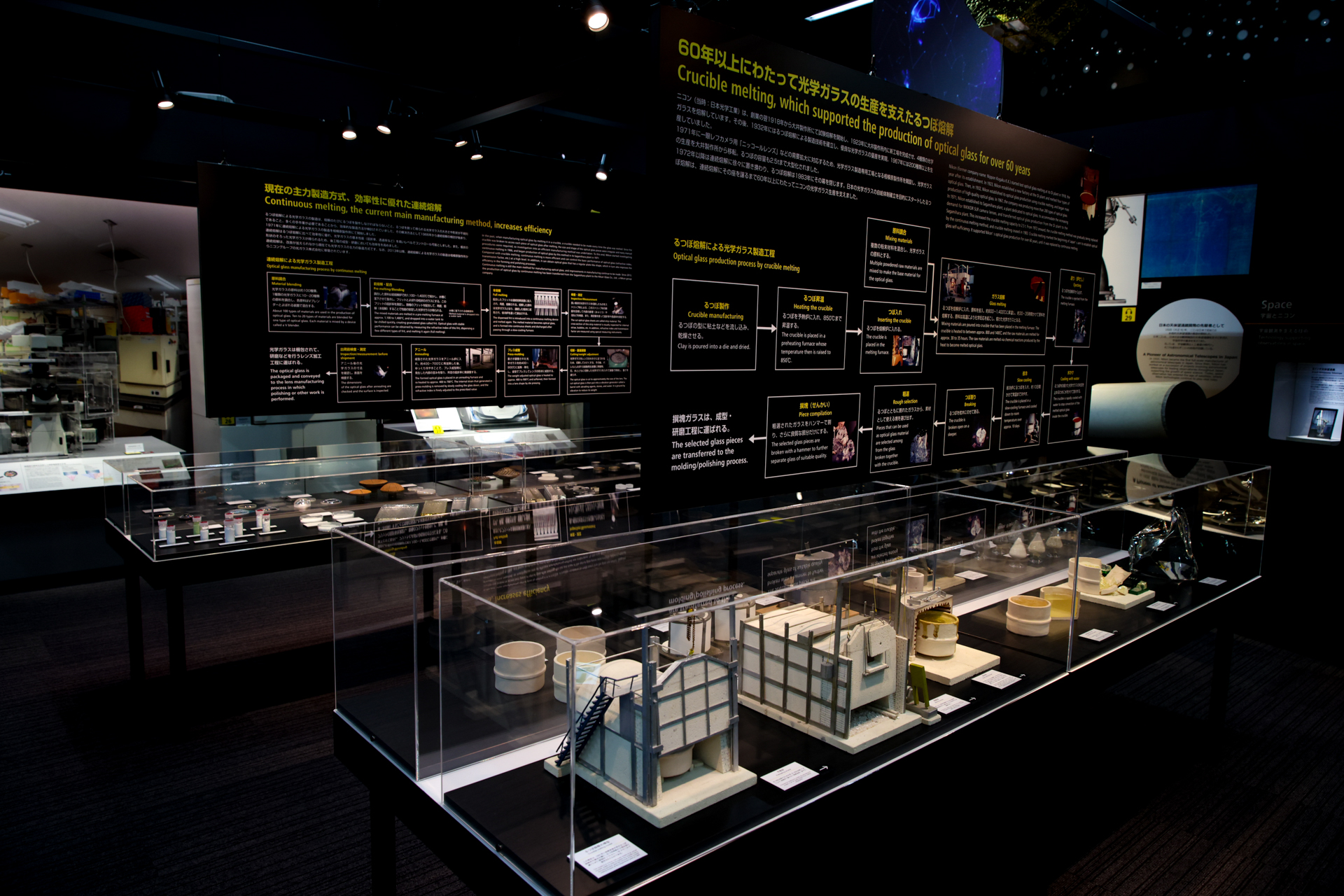
それでは光学ガラスを知るうえで重要な、製造方法の「昔と今」について説明しますね。古くは「るつぼ溶解」という製法が用いられていました。こちらのパネルの写真に並んでいるのが「るつぼ」です。 |
|

|
「人種のるつぼ」という言い方がありますが、あれのことですね。 |
そうです。どろどろに溶かして混ぜ合わせる容器のことを「るつぼ」と呼びます。 |
|
これはデラックスサイズの五右衛門風呂でござるな。 |
|
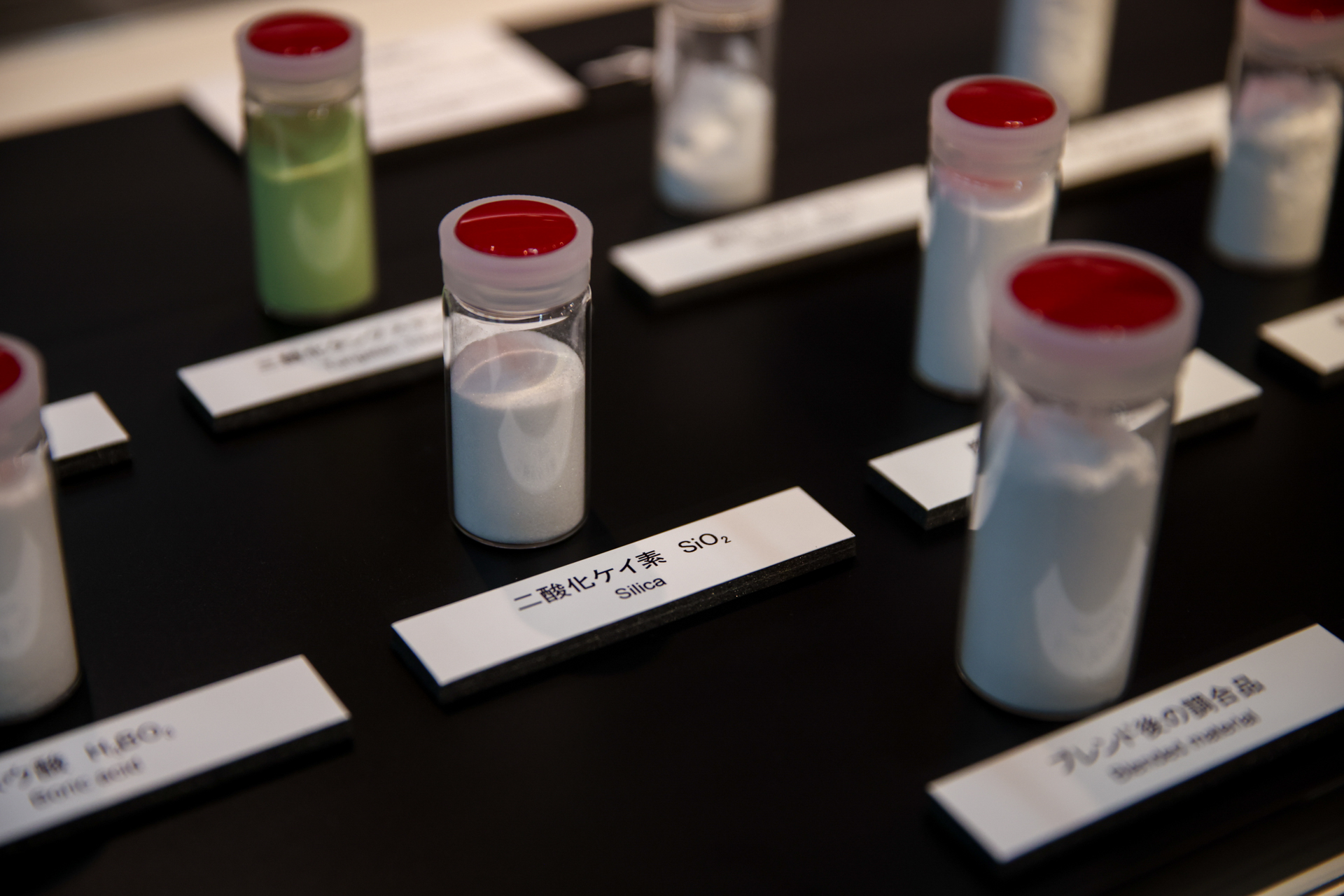
るつぼを溶解炉に入れ、原料を投入すると約800~1400度の高温により溶けて化学反応が起こります。原料の主成分はシリカ(SiO2)、ソーダ灰(Na2CO3)、ランタン(La)、石灰(CaCo3)になります。 |
|
1400度・・・いい湯加減どころでは・・・ |
|
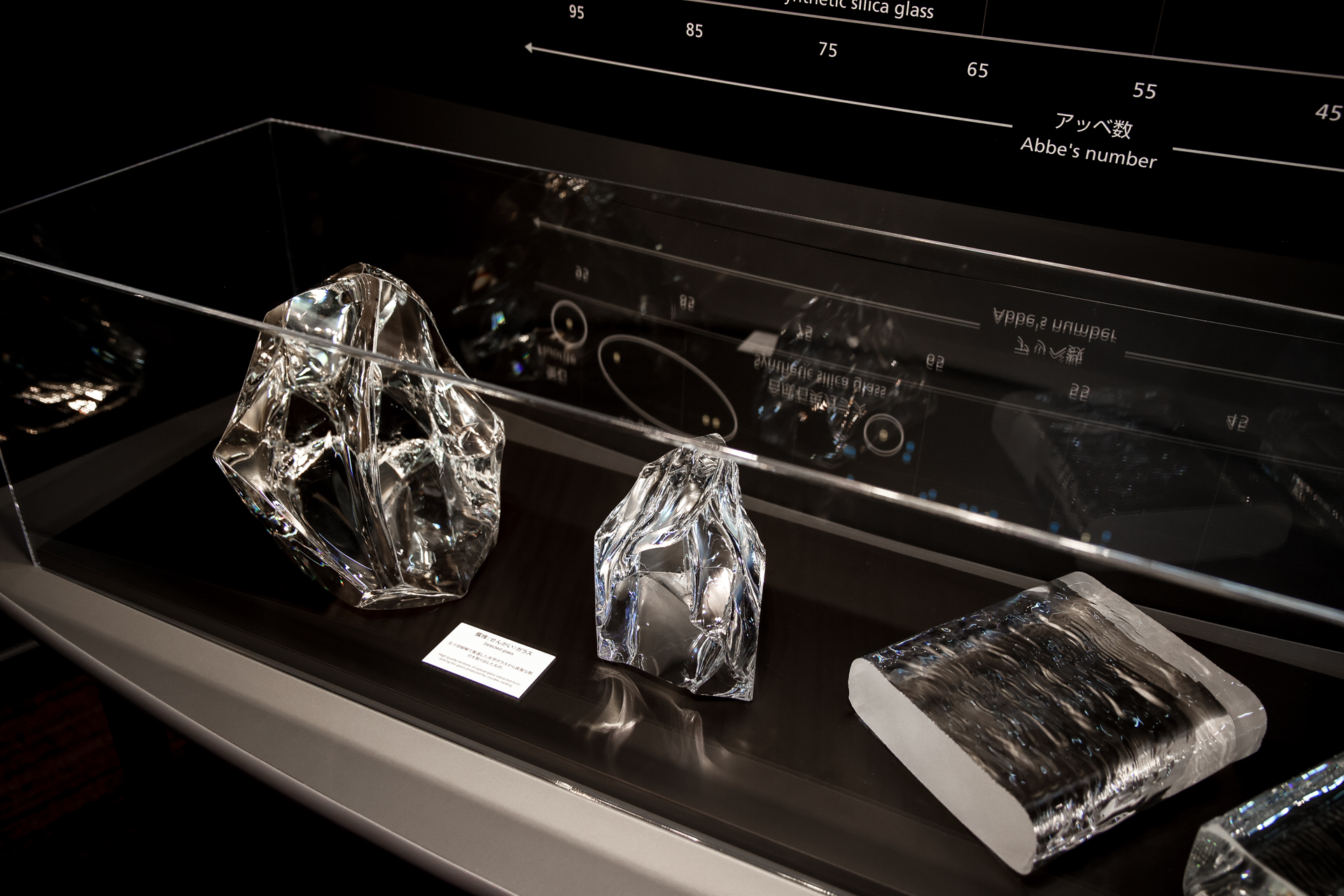
その後、常温になるまで徐冷炉で10日ほどかけて冷却します。そこからどうやって中のガラスを取り出すかというと、乱暴な話ですが、るつぼごと割ってしまうのです。当然、中のガラスも割れてしまいますがそもそも巨大な塊なので問題ありません。そうやって取り出したガラスの中から素材として使えそうな塊を選び出します。こちらみたいな。 |
|

こういった塊をさらにハンマーで割り、良い部分を取り出したらそれを成型し、さらに研磨を重ねる・・・というプロセスでレンズを作っていました。 |
|
|
「ハンマーで」って、つまり手作業ですよね。 |
もちろんそうです。 |
|
|
手に持ったハンマーでガラスを叩き割る・・・ |
職人さんが目で見て、「ここは使えそうだ」という良質な部分だけを叩き割って取り出すのですが、これは誰にでもできる技術ではありません。まさに職人ワザ。その見極めができるようになるまで何年もかかったそうです。 |
|
|
まさに宝探しですね。ということは、当たりはずれもあるのでは? |
そう、手間はもちろん、ガラスの出来具合もバラツキが大きく、歩留まりが悪かったのですね。そこで登場したのが「連続溶解」という製法で、現在の光学ガラス製造方式の主力になっています。流れはこちらの図を見てください。 |
|
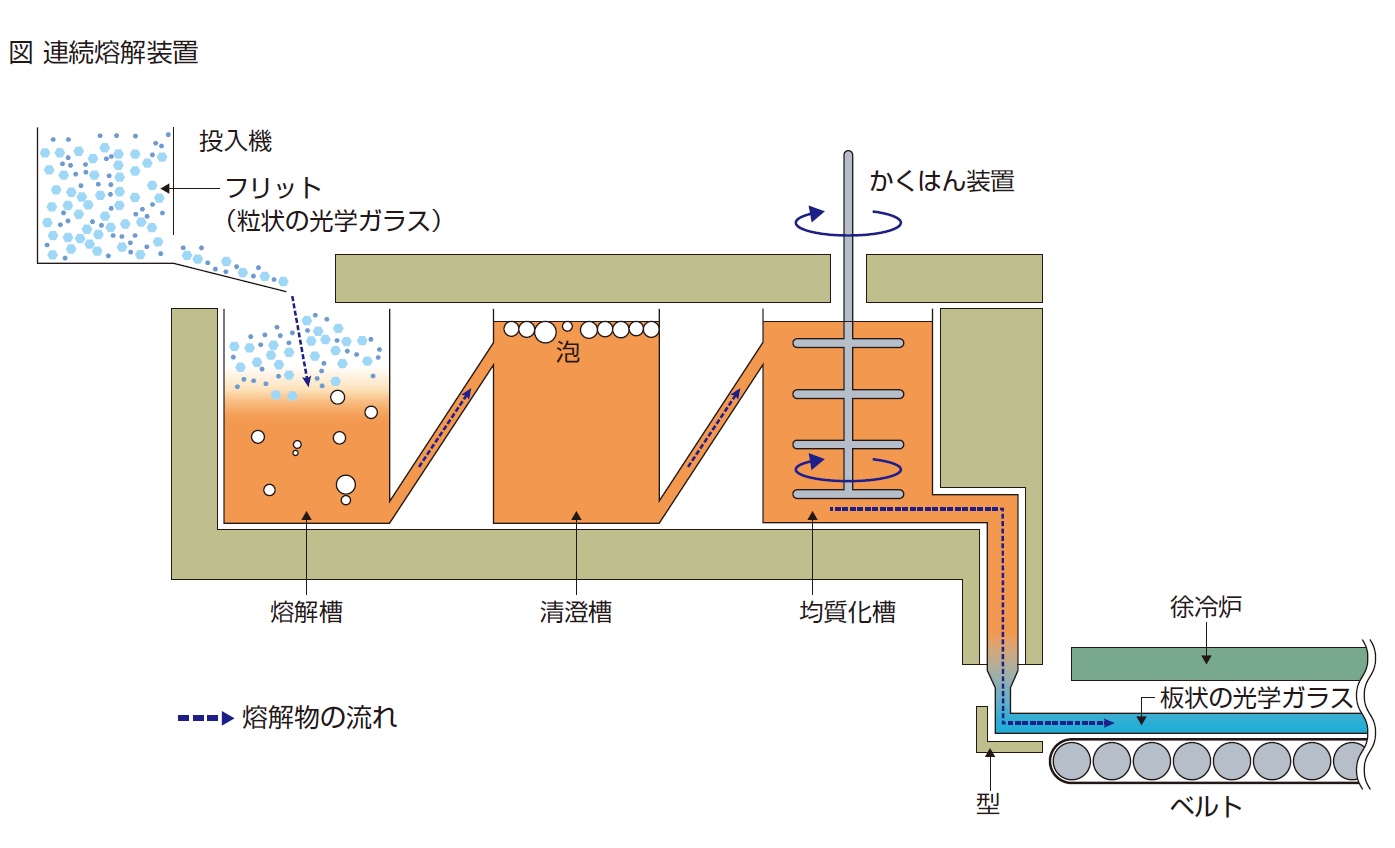
- 原料を溶融・急冷して作ったフリットを投入〈投入機〉
- 溶解〈溶解槽〉
- 細かな泡を取り除く〈清澄槽〉
- 撹拌〈均質化槽〉
- 成形できる温度になったらパイプから流し出す〈型〉
- 非常にゆっくりと動くベルトコンベアに乗せ〈ベルト〉
- 板状のまま常温になるまで冷ます〈徐冷炉〉
製造ライン感、増し増しでござるな。 |
|
そうです。製造工程の多くが自動化され、るつぼ溶解より断然効率的になりました。 |
|
このように形が板状に整っているので、レンズにする成型・研磨もしやすくなりました。そしてなにより、屈折率や透過率といった光学ガラスの基本性能を高いレベルでコントロールできるようになったのが大きいですね。 |
|
|
いいことづくめ。 |
|
「高いレベルでコントロール」って、具体的には? |
あ、いい質問ですね。ではここからは原田が。屈折率が僅かに異なるだけで、それを組み込んだレンズの性能は別物になってしまいます。そこで屈折率をはじめとする各性能数値を緻密に狙う必要があるのです。あそこにある展示パネルがわかりやすいですかね。ちょうど今、所長がいらっしゃる。 |
|
- 1群1枚目 設立趣意書
- 2群1枚目 凸に始まり、凸に終わるのであります。- レンズとは、なんじゃらほい
- 2群2枚目 だから「収差」というのです。- とっても収まらない話
- コラム:原田研究員からのメール - 「例のレンズタイプの件」
- 2群3枚目 焦点距離のナゾ- それはいったいどこからどこまでじゃ
- 2群4枚目 エフチの「チ」 - あの数字の並びはいったいどこから来たのか
- 2群5枚目 ガラス作りとコーティング - レンズの要を忘れるべからず
- 2群6枚目 謎の写真用語・説をめぐるアレコレ - あなたは「でっこまひっこま」を知っているか
- 2群7枚目 続・エフチの「チ」 - レンズの開放F値ってどうやって決まるの?
- 3群1枚目 レンズ設計ことはじめ - 設計者の描く理想とは
- 3群2枚目 シミュレータと設計者 - 完成レンズを見通す、見極める
- 3群3枚目 ズーム再考(最高) - そもそもは航空用語だったらしいです
- 3群4枚目 やっぱり単焦点が好き - 「単」とは言え複雑で奥深い
- 3群5枚目 続・やっぱり単焦点が好き - レンズに込められた設計者の想い
- 3群6枚目 「商品企画」というお仕事 - 商品が生まれいづるところ
- 3群7枚目 試作のプロフェッショナルたち (前編) - 設計図と完成品のはざまで
- コラム:原田研究員からのメール - 「交換レンズは3本まで」という法律について
- 3群8枚目 試作のプロフェッショナルたち (後編) - ものづくりの最終工程で行われる試作とは
- 4群1枚目 Zマウントはこうして生まれた - 100年間変えられないことを、考えて、決める
- 4群2枚目 フード首脳会談 - レンズ設計のその果てに
- コラム:原田研究員からのメール - レンズの楽しみ方案内
© Shinjuku Optical Research Institute